CNC Toolroom
Makino PS65 High-Speed CNC VMC
600 × 500 × 500 mm Travel
Ultra-precise core & cavity finishing

Turning complex geometries into high-performance tooling. Driven by core engineering design expertise, we handle your projects seamlessly under one roof — from initial DFM analysis to volume component manufacturing.
*Typical non-hardened tools. Hardened tooling: 90 days. Timeline confirmed at DFM stage.
Moulds engineered up to 350 tons — in-house trials to 150T; larger moulds trialed through our trusted partner trial facilities.
Our fully integrated manufacturing facility is engineered to handle the complete lifecycle of your product under one roof. By unifying advanced toolroom machinery, automated CNC turning systems, high-speed vertical machining centers, and robust heavy-tonnage injection molding units, we eliminate third-party dependencies.
This allows us to deliver exceptional tooling precision, rigorous quality control, and accelerated turnaround timelines.
The same team that meticulously analyzes and cuts the tool steel on our high-speed Japanese VMCs validates and runs component sampling on our fully loaded production machinery.


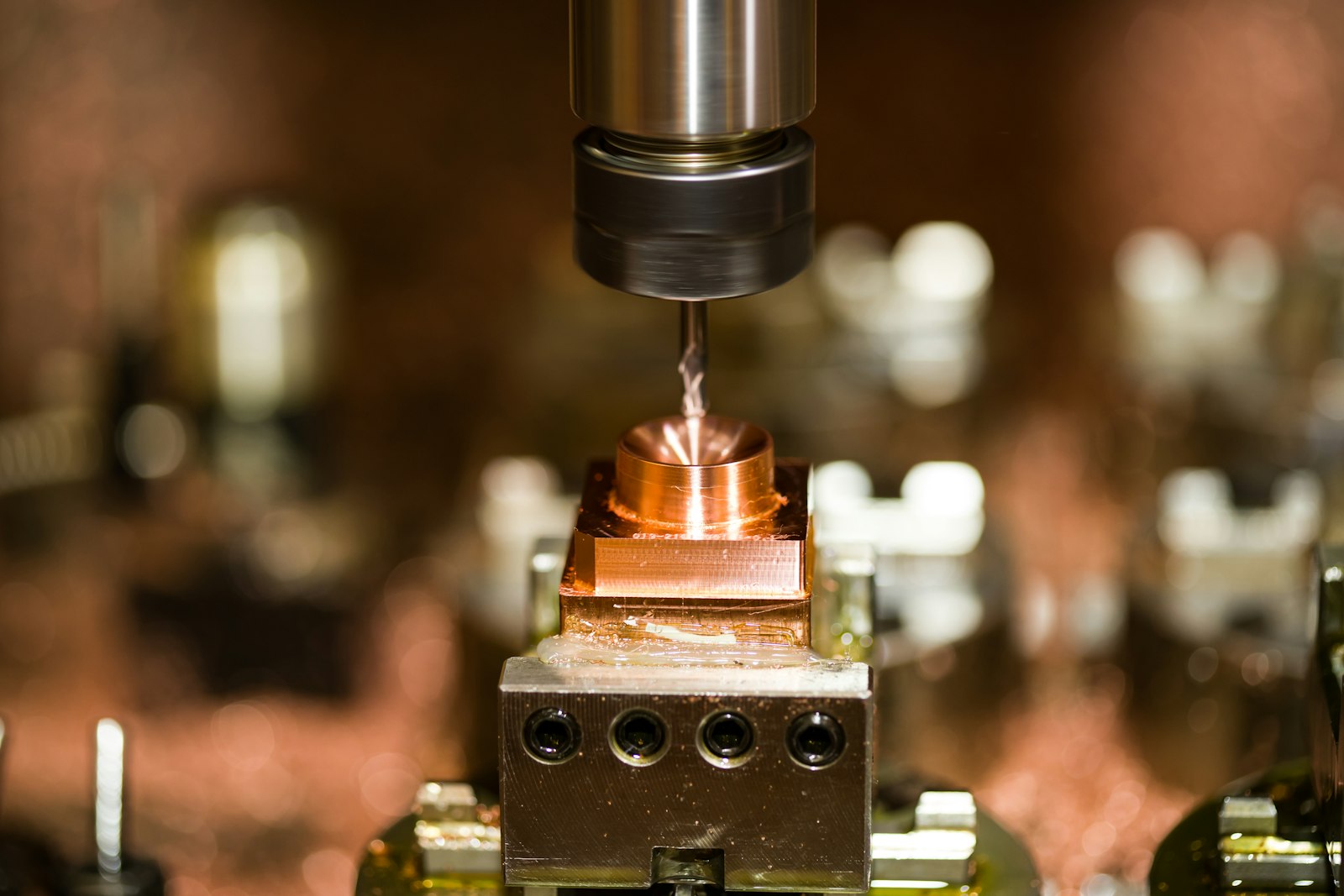
Every stage of tooling — roughing, precision finishing, sparking, grinding, molding — runs on our own floor.
600 × 500 × 500 mm Travel
Ultra-precise core & cavity finishing
800 × 500 × 500 mm Travel
Heavy-duty machining & large plates
High-Accuracy Spark Erosion System
Complex deep ribs & sharp corners
Automated Turning Center
Precision cores, inserts & guide pins
High-Flatness Reciprocating System
Perfect parallelism & plate sizing
150-Ton Capacity — Fully Loaded
Mold trials, T1 samples & mass production
Production CellMulti-Unit Array — Large & Small Options
Primary turning & rough stock preparation
Multi-Unit Capacity Setup
Bolting, waterlines & clearing holes
Surface & Pedestal Grinding Units
General sharpening & tool dressing
Heavy Hacksaw Machine
Billet sizing & material rough hacksawing

Moulds engineered up to 350 tons. Trials & production to 150T run in-house on our Milacron line — larger moulds are trialed through our trusted partner facilities.
Eight industries, one standard — dimensionally reliable tooling engineered for the part, the polymer, and the production volume.
Tight-tolerance pharma components & closures
Multi-cavity cap & closure mould systems
High-volume consumer product tooling
Aesthetic-critical packaging & components
Industrial & technical component moulds
Fine-detail, high-finish toy components
Pens, writing instruments & desk products
Rugged agri products & field-grade fittings
From national FMCG and stationery giants to specialist pharma and engineering manufacturers — brands that return, project after project.










All brand names and logos are the property of their respective owners, shown solely to indicate genuine supply relationships.
A single digital thread from your CAD file to shipped components — no third-party hand-offs, no lost accountability.
Every project initiates with a robust design critique. Leveraging our foundational background in complex tool modeling, we review client 3D files for correct draft angles, part thickness uniformity, and potential molding risks — choosing optimized steel grades like P20, H13, or Stavax.
Approved digital models transition to our unified floor. Cores, cavities, dynamic sliders, and mechanical core pulls are split across our Makino VMCs, while complex ribs and textures are completed via high-precision Electronica EDM sparking.

Using our metrology setup, critical fit-up coordinates are mapped down to micron variances. Blue-matching on the parting lines ensures complete sealing, preventing flashing risks before loading to active molding.

The mold base is mounted on our Milacron Ferromatik 150-ton machine. Initial T1 samples are dispatched to the client for functional checkouts. Upon physical approval, the tool transitions immediately into stable volume component injection molding. We manufacture moulds up to 350 tons — tools beyond our in-house 150T line are trialed at our trusted partner trial facilities.

To guarantee strict structural adherence to your specified print tolerances, our inspection laboratory utilizes a comprehensive array of master-calibrated instruments — a climate-controlled inspection ecosystem tracking variances down to the micron.
Through our trusted strategic metrology partnership network, we provide full Coordinate Measuring Machine inspection reports for high-tolerance validation and structural geometric alignment certification.

Precision structural measurement across deep steps. Ranges: 0–25, 25–50, 25–75, 75–100 mm.
High-sensitivity tracking of cavity bore diameters. Ranges: 10–18.5, 18–35, 35–60, 50–160 mm.
High-resolution micro-graduated dials for exceptional dimensional accuracy verification.
High-accuracy LCD digital calipers for instantaneous layout verification.
Precision manual calipers for continuous baseline quality checks.
High-precision setup alignment indicators for concentricity checks.
Vertical plane layout markers and surface plate coordinate checkers.
Go/No-Go internal and external thread pitch tolerance inspectors.
Precision reference block standard kit for active instrument calibration validation.
Full Metric (mm) and Imperial (inch) reference sets for high-tensile tool locking.
Upload your 3D CAD and receive an engineering-reviewed quotation. Every file is handled under strict confidentiality.